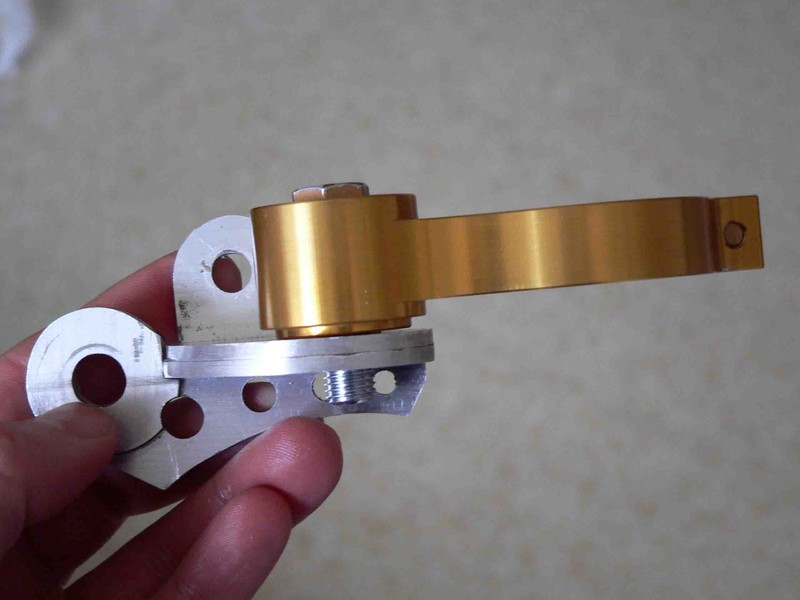
I have been working on this little bracket for my Ohlins oil reservoir for the last month. All I need to do now is make the hole for the part to attach to the bracket. I do not have a drill press so I will be using my dremmel stand to bore the hole and then grind it out 'round and 'round to the proper diameter. I want to thread the hole so that I do not need to use a nut to fasten the bolt.
Here's the question:
The threads are M10 x 1.25. How big of a hole should I make for the tap? It occurred to me that the hole needs to be smaller than the thread diameter of the bolt--otherwise, you would have nothing to cut with the tap.

'08 MIDNIGHT SAPPHIRE BLUE Now Deceased